(6)热收缩率——反映隔膜高温环境下的尺寸稳定性
一方面,隔膜需要在电池使用的温度范围内(-20~60℃)保持尺寸稳定;另一方面,在电池生产过程中由于电解液对水份非常敏感,大多数厂家会在注液前进行85℃左右的烘烤,要求在这个温度下隔膜的尺寸也应该稳定,否则会造成电池在烘烤时,隔膜收缩过大,极片外露造成短路。
以湿法隔膜为例,一般要求90℃条件下加热2小时条件下,纵向<5.0%,横向<3.0%。
(7)闭孔温度、破膜温度——反映隔膜耐热性能和热安全性能的最重要参数
闭孔温度是指达到这一温度后,隔膜能够在热作用下关闭孔隙,从而在电池内部形成断路,防止电池内部温度由于内部电流过大进一步上升,造成安全隐患。
破膜温度是造成电池破坏的极限温度,在此温度下,隔膜完全融化收缩,电极内部短路产生高温直至电池解体或爆炸。
(8)孔隙率——反映隔膜内部的微孔数量,影响电池内阻
孔隙率是材料中孔隙体积占总体积的比例,反映隔膜内部微孔体积占比多少。孔隙率的大小影响电池的内阻,但不同种隔膜之间的空隙率的绝对值无法直接比较。
孔隙率较大便于锂离子通过,但是孔隙率过大则影响机械强度和闭孔性能。目前商用隔膜孔隙率一般在40%~60%之间。
3、锂电池隔膜的生产工艺对比
目前市场上主流的锂电池隔膜生产工艺包括两种技术流派,即干法(熔融拉升工艺)和湿法(热致相分离工艺),其中干法工艺又可细分为干法单向拉伸工艺和干法双向拉伸工艺。
两种方法都包括至少一个取向步骤使薄膜产生空隙并提高拉升强度。
干法的制备原理是先将高聚物原料熔融,之后高聚物熔体挤出时在拉伸应力下结晶,形成垂直于挤出方向而又平行排列的片晶结构,并经过热处理得到硬弹性材料。具有硬弹性的聚合物膜经过拉伸环节之后发生片晶之间的分离而形成狭缝状微孔,再经过热定型制得微孔膜。
该工艺对过程精密控制要求高,尤其是拉伸温度高于聚合物的玻璃化温度而低于聚合物的结晶温度。
目前主要包括干法单向拉伸和双向拉伸工艺。
干法工艺的主要难点在于过程控制精度要求严格,孔隙率控制较难把握。
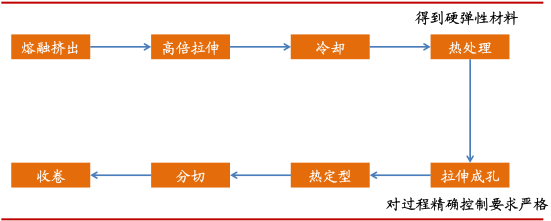
干法的制备流程图
湿法工艺和干法相比,湿法需要有机溶剂,其基本过程是指在高温下将聚合物溶于高沸点、低挥发性的溶剂中形成均相液,然后降温冷却,导致溶液产生液-固相分离或液-液相分离,再选用挥发性试剂将高沸点溶剂萃取出来,经过干燥获得一定结构形状的高分子微孔膜。在隔膜用微孔膜制造过程中,可以在溶剂萃取前进行单向或双向拉伸,萃取后进行定型处理并收卷成膜,也可以在萃取后进行拉伸。
用这种方法生产的超高分子量聚乙烯微孔膜具有良好的机械性能。
和干法相比,湿法的制膜过程相对容易调控,可以较好地控制孔径、孔径分布和孔隙率。
但制备过程中需要大量的溶剂,容易造成环境污染,而且与干法熔融拉伸法相比工艺相对复杂。
目前日韩厂商采用湿法工艺的公司较多,国内企业也越来越多使用这一技术,主要有日本旭化成、东燃化学、三菱化学、韩国SK化学、星源材质、中科科技等。
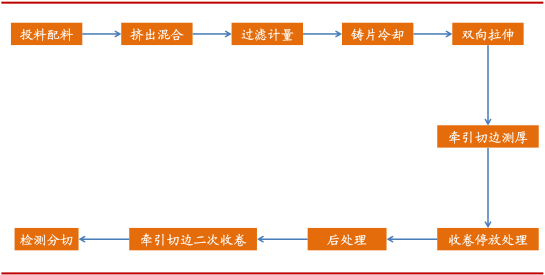
湿法的制备流程图
二、格局——全球锂电池隔膜行业的竞争生态和演进趋势
站在2015向前看,日美隔膜厂商占据绝对主导地位。
根据IIT的统计,从2010年隔膜厂商的市场份额来看,日本和美国占据了绝对的主导地位,总体份额超过了70%,韩国SK也占据了全球市场约12%的份额。
而中国整体市场份额占比不足6%。
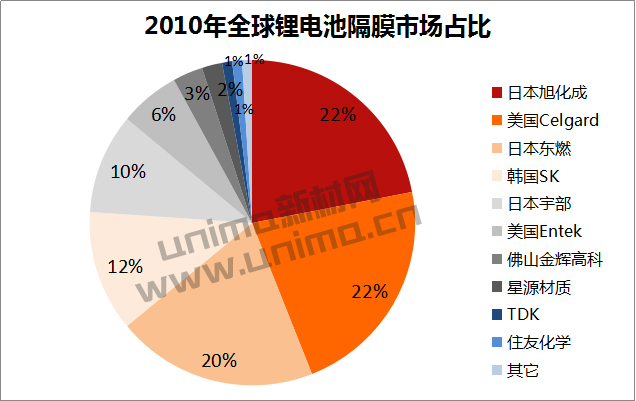
但随着锂电池产业转移,韩国锂电池市场迅猛发展,随之带动本土隔膜企业发展,至2013年,韩国已占据20%左右的全球市场份额。

 电池网微信
电池网微信












